步距规的尺寸偏差该用什么办法校准?以下内容进行粗浅讨论。
先来看一份测试报告:(原文件为客户发来的传真件,为避免纠纷,隐藏某些内容。)
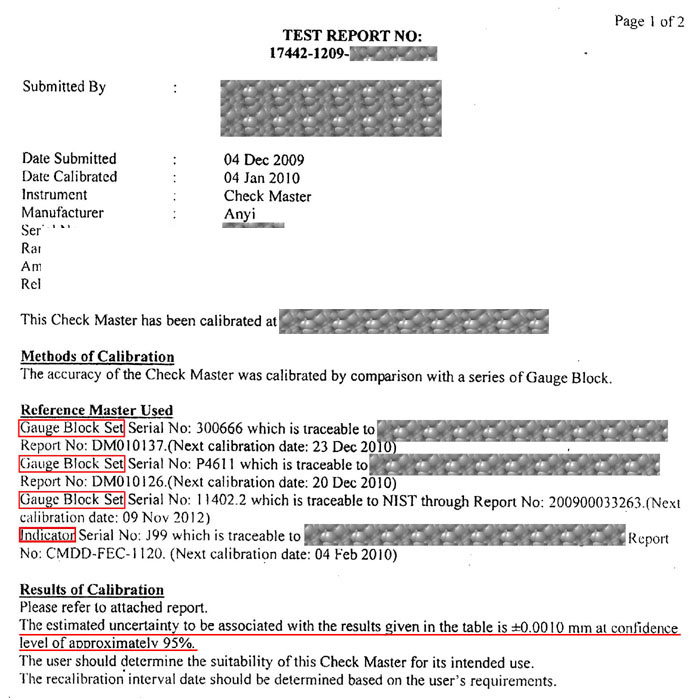
该客户购买安一公司一台600mm步距规,收到货后送当地一检测机构检测后得到该份报告。该份报告其关键部分以红线圈出。
检测步距规的标准器为量块加指示表(应该是杠杆千分表)。其实这部分描述缺少了另一个重要的物件,就是夹持指示表的那个工具。从报告字面理解其检测方法是使用标准量块与步距规进行比较,差异从指示表上读出,然后将量块的修正值及其它各项内容考虑修正后得出检测结果。很明显,该方法存在若干严重的问题,最主要的问题是,由于步距规的工作面有同向面和异向面,而量块的两个工作面为异向面,因此如果比较测量使用杠杆表,那么表本身的杠杆测头换向引入的误差将直接影响测量结果,另外夹持杠杆表移动的机构本身的换向误差也不能不考虑,最终的综合误差非常大。
后面描述其测量不确定度部分,±0.0010mm这个值的可靠性有待商榷。
关于步距规的校准,中国计量科学研究院(以下简称中国计量院 http://www.nim.ac.cn)的方法是使用坐标测量机配合双频激光干涉仪进行校准。BIPM(http://www.bipm.org)组织的国际顶级实验室的比对活动中,CCL-K5项目进行的检测能力比对内容为步距规与球棒。参与该比对活动的国家只有十多个,基本囊括了世界顶级的国家级检测机构,包括德国、美国、中国、瑞士、日本等国家的最权威检测机构。代表中国参加该活动的是中国计量院,最近一次比对结果显示其该方面校准能力已经名列前茅。要想校准步距规,其投入的人力和物力是相当大的,包括检测设备、环境控制以及测量技能,达到中国计量院的检测条件,代价是相当高昂的。而采用杠杆表加量块的测量方法,其测量不确定度是无法满足要求的,该方法不适用。
另外还有一些客户提出使用坐标测量机直接检测步距规,该方法有待商榷。但是目前我们可知的普通坐标测量机其标称的测量误差还不能做到足够的小,使用坐标测量机进行长度检测,其真实的测量不确定度还不是很理想,多数情况下该方法是不可靠的。
要想准确地检测出步距规的尺寸偏差,应该将其送到有检测能力的机构进行检测。安一公司步距规随产品出厂的检测报告有两种选择,当客户未提出送第三方检测机构检测时,报告为安一公司计量室出具的检测报告,如客户需要第三方检测报告, 默认送中国计量院进行检测,检测费用由购买方负担。当供需双方对于产品的工作尺寸偏差产生疑义时,以中国计量院检测的结果为依据进行判断。如客户需要送往其它机构检测,应事先与生产方进行沟通确认该机构的检测方法是否合理可行。
安一公司于2010年6月份送一台编号为FE31001的1000mm步距规到中国计量院检测,得到的检测报告结果与送检前安一公司计量室检测的结果比较,不一致性不大于0.4μm,对于多数情况下安一公司计量室出具的检测结果可放心使用。
|

